


深度解析IPC-A-610标准中为何规定焊点润湿角需小于90度?
发布时间: 2025-04-30
访问量:
作者:
来源:
关键词:
发布时间: 2021-09-15
访问量:
作者:
来源:
关键词:
一、润湿角的定义与物理意义
润湿角(Wetting Angle)是焊料在焊接过程中与基材(如焊盘或元件引脚)接触后形成的接触角,反映了焊料对基材的润湿能力。根据IPC-A-610标准:润湿角小于90°被视为合格,而大于90°则可能被判定为缺陷(如虚焊、冷焊或不润湿)。 从材料科学角度,润湿角的大小直接关联到焊料与基材之间的表面张力平衡。
当润湿角小于90°时,焊料能够充分铺展并形成凹形弯月面(Concave Fillet),表明焊料与基材之间形成了良好的金属间化合物(IMC),从而实现可靠的电气连接和机械强度。反之,润湿角过大则意味着焊料未能有效润湿基材,可能导致连接失效。
如下图:

二、润湿角小于90°的技术必要性
A、确保电气连接的可靠性:润湿角小于90°时,焊料与焊盘及元件引脚之间形成连续的金属结合层(IMC),减少接触电阻,避免因局部氧化或微裂纹导致的电气性能不稳定。例如,IPC-A-610D明确指出,润湿不良(如润湿角超过90°)可能引发开路或高阻抗问题,尤其是在高频或高功率应用中。
B、提升机械强度:凹形弯月面的焊点结构能分散外力(如振动、冲击)对焊点的应力,而润湿角过大(如球状焊点)易导致应力集中,增加焊点开裂风险。例如,圆柱体元件的焊点若横向偏移超过50%或纵向偏移超过25%,可能因润湿不足而影响机械稳定性。
C、工艺可控性的体现:润湿角是焊接工艺参数(温度、时间、焊料成分)的综合反映。标准要求润湿角小于90°,实质是通过量化指标约束工艺窗口,避免因温度不足、焊料氧化或助焊剂失效导致的焊接缺陷。例如,手工焊接时若温度低于240℃,可能因热量不足导致冷焊,表现为润湿角异常。
三、润湿角标准的行业实践与科学依据 材料兼容性要求
不同焊料合金(如锡铅与无铅)的润湿性差异显著。无铅焊料(如Sn-Ag-Cu)因表面张力较高,润湿角通常比锡铅焊料大,但IPC标准仍统一要求润湿角小于90°,以确保不同焊料的兼容性和可靠性。
1. 缺陷判定的量化基准
IPC标准将润湿角作为区分“合格”“制程警示”与“缺陷”的核心指标。
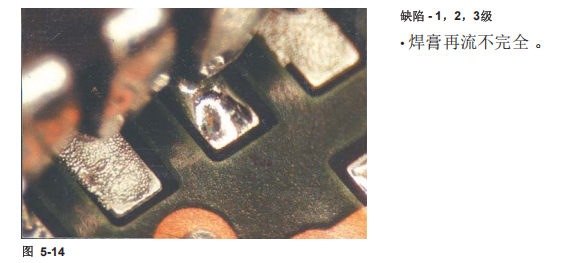
例如: 虚焊:引脚或焊盘润湿角超过90°,焊料仅部分附着。
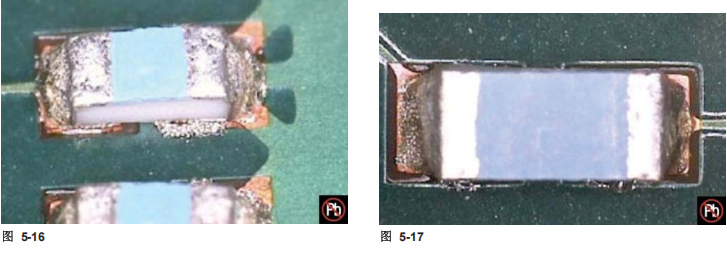
冷焊:表面粗糙、润湿角异常,常伴随焊料结晶疏松(图5-14~17)。
长期可靠性的验证航天与军工领域的高可靠性要求中,润湿角标准更为严格。
例如,QJ标准要求敏感元件(如片式瓷介电容)的焊接温度需精确控制(如225±2℃),以确保润湿角达标并避免热冲击损伤。
四、润湿角标准的例外与补充
尽管润湿角是核心指标,但IPC标准也允许特定条件下的例外:
设计延伸导致的润湿角超标
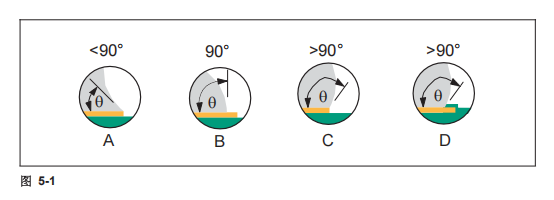
若焊料因设计要求延伸至阻焊膜区域,即使润湿角超过90°仍可接受(图5-1的C、D)。
无铅焊料的特殊考量
无铅焊点表面可能更灰暗粗糙,但标准允许其润湿角略大(仍需小于90°),需结合其他指标(如焊料覆盖率)综合判定。
结论
IPC-A-610标准将焊点润湿角设定为小于90°,是基于材料科学、工艺控制及长期可靠性验证的综合考量。这一规定不仅量化了焊接质量的评判标准,还通过约束润湿行为确保焊点的电气与机械性能,适用于从消费电子到高可靠性军工产品的全场景需求。未来,随着新型焊料和封装技术的发展,润湿角标准可能进一步细化,但其核心逻辑——通过润湿性保障连接可靠性——将持续作为电子制造工艺的基石。
-----摘自《SMT智造通》

相关新闻

深圳市比泰利电子有限公司
地址: 广东深圳市宝安区石岩塘头一号路中运泰科技工业园6栋2楼
手机:180-3818-8117(杨经理)
电话: 0755-2650-0950
传真: 0755-61640181
邮箱: sales@7pcb.com.cn





